

 东莞市广增大机械有限公司
东莞市广增大机械有限公司| 压射冲头以慢速推动金属液 | 使金属液充满压室前端并堆聚在内浇口前沿,此阶段可使压室内空气有较充分的时间逸出,并防止金属液从浇口中溅出 |
| 压射冲头快速运动 | 使金属液快速经浇道填充至型腔 |
| 终压阶段 | 压射冲头继续移动,压实金属,冲头速成逐渐降为零。此阶段必须在机器压射系统有增压机构时才能实现 |
压射冲头向前推进的速度会直接影响压铸件的品质。在阶段一压射冲头的运动速度太快或太慢都会造成压铸件的品质不良。在这个阶段,只有当压射冲头匀加速推进时,才能有效地消除压铸件的藏气问题,到阶段二,再逐渐加速推进,才不会使金属液从浇注口处溅出。
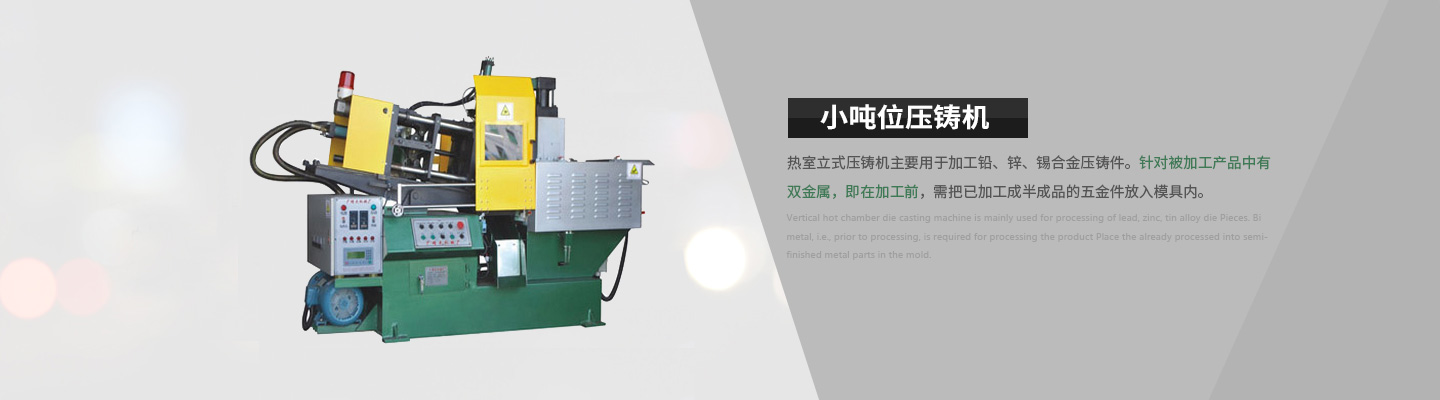
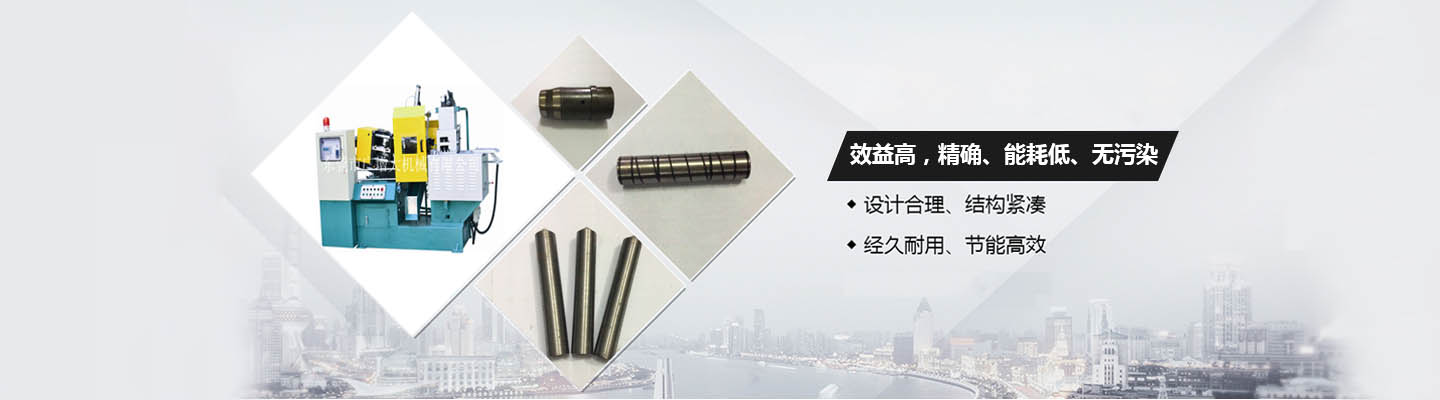
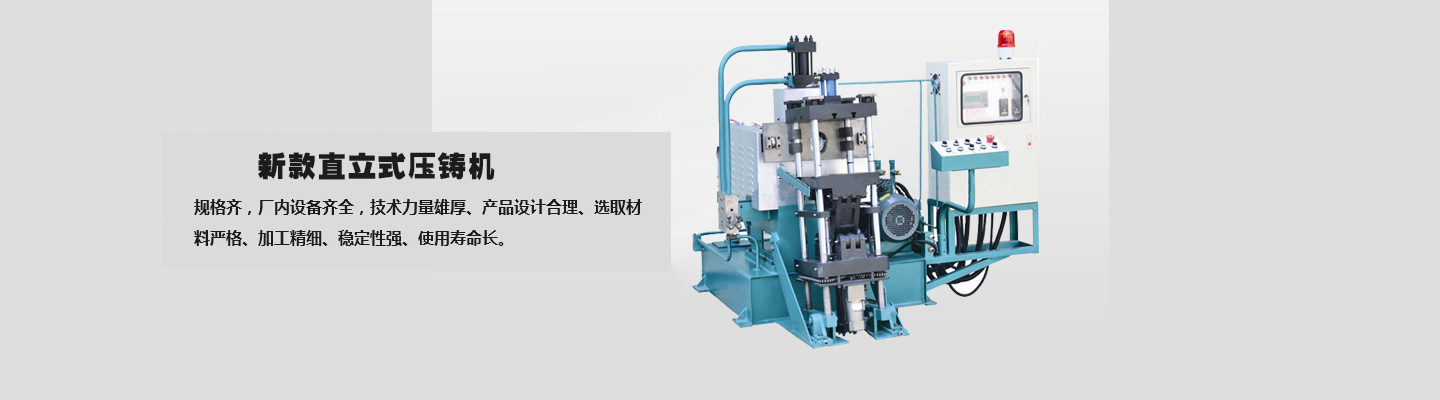
广增大主要生产15吨卧式、侧面进料、立式、25吨卧式、35吨卧式等小型全自动电脑热室压铸机,我们的压铸机生产效益好,机器采用自动扣前、扣后,自动调模,顶针油缸,电脑自动卸压监控,产品数量自动报警,多重安全保护装置,安全性能好,机器故障少,帮助企业减少工伤事故的发生,欢迎您的来电咨询。