

 东莞市广增大机械有限公司
东莞市广增大机械有限公司 压铸机生产的过程中,冲头是很容易磨损的,冲头易磨损会直接影响压铸件出显披锋或者返料出来,这样无形中也会增工厂的成本。我们要如何使用和选择才能将冲头发挥价值,提高工作效率。在生产过程中,合理使用压铸机冲头,方法得当,也可以适当延长使用寿命。其实, 冲头的使用寿命必须放在整个压铸系统中去综合衡量,才可以得到理想的配置。
一、压射冲头使用注意事项:
1、注意保持冲头(柱塞头)冷却水管畅通,注意检查冷却效果,防止锤柄过热变形、冲头过热卡死。
2、所使用的冲头(柱塞头)硬度要小于入料筒硬度,避免损坏入料筒。
3、采用专用的冲头润滑油或冲头润滑颗粒,设定合适的润滑时间及间隔次数。
4、锤柄、冲头(柱塞头)要跟入料筒同心。
5、锤柄要采用适当的螺纹公差,跟冲头(柱塞头)联接紧固。

二、卡冲头检查及分析
1、检查冲头柄(锤柄)是否变形。装上冲头后,冲头应能在压射室(入料筒)中转动,否则为不正常。
2、检查冲头与压射室同轴度误差是否符合要求,压射室内径与型(模)具浇口套内径配合是否符合要求。
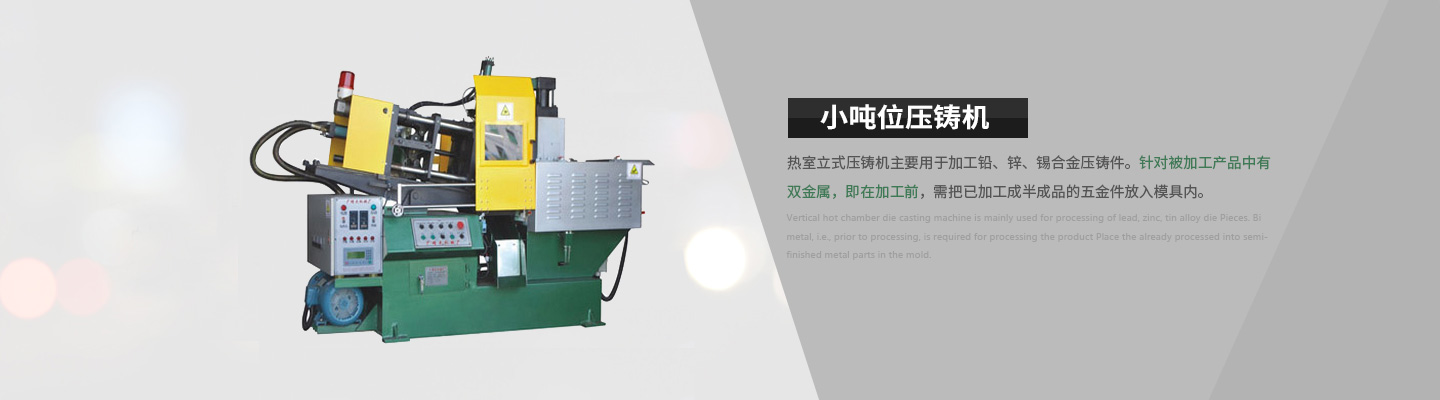
广增大机械有限公司专业为你提供铅头钩压铸机、铅制品压铸机、立式压铸机、小型锌压铸机、锌包铁压铸机、渔具压铸机、饰品压铸机等自动热室压铸机。